El sistema más clásico prevé
tres zonas y una proporción de largo-diámetro (L/D) de 20 veces el diámetro. A través de los
años, a causa de las siempre crecientes exigencias de capacidad de
plastificación, de calidad y de homogeneidad de la masa fundida, se han
desarrollado nuevas geometrías de tornillos y se ha difundido el uso de aplicaciones
especiales y específicas para determinados materiales. Con el aumento de la demanda
de productos de alto consumo y el desarrollo del embalaje plástico para uso
alimentario, se ha visto crecer la tecnología de los moldes, con reducciones
considerables de los tiempos de ciclo y necesidad de capacidad de
plastificación siempre mayor.
La tendencia al uso de los
moldes siempre más grandes (gracias al aumento de las dimensiones de las platinas de la inyectora) y al uso de materiales de elevado índice de fluidez, ha
permitido incrementar el número de las
cavidades a utilizar , así como la misma fuerza de cierre. Es interesante considerar que las altas velocidades
de inyección realizables hoy, permiten reducir considerablemente la fuerza de cierre
necesaria.

Los principales
fabricantes de máquinas de inyección han en consecuencia desarrollado husillos
de altas prestaciones y desempeño. Negri Bossi ha equipado sus modelos con husillos en el rango desde 18D hasta 24D , sin descuidar el diseño de perfiles particulares.
Todo esto ha empujó a
Negri Bossi a buscar nuevos caminos y así, después de años de intenso trabajo,
pruebas y sucesivos desarrollos, ha equipar sus propios modelos
destinados a elevadas producciones con una generación de husillos de elevadas
prestaciones. Este tipo de husillos, son
comercializados con el nombre de “Husillo Barrera”.
Pero, ¿Cuál es la diferencia entre los tradicionales husillos a tres zonas (alimentación, compresión y dosificación) y los Husillos Barrera? . Veamos...
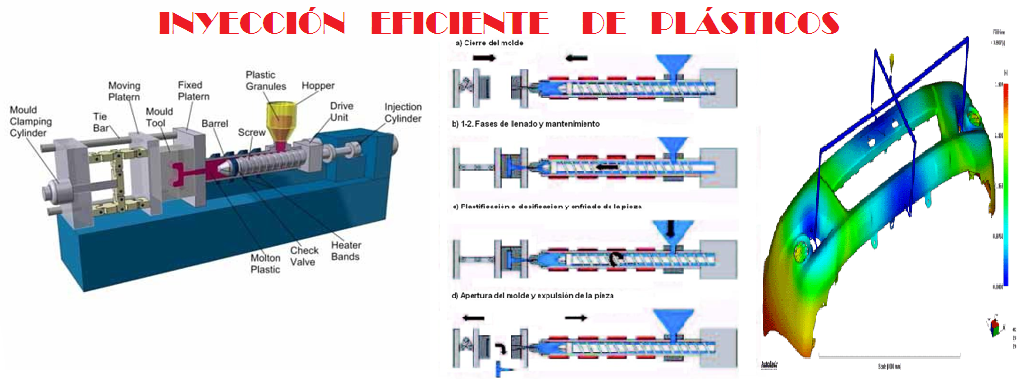
EL HUSILLO GENERAL
Con el husillo convencional
a tres zonas, el material en gránulos compactado recibido desde la tolva , después
de algunos giros produce una primera
película de material plastificado que comienza a formarse en las zonas más
cercanas al cilindro. Esta primera
película viene sucesivamente comprimida y el empuje recibido,
favorece la amalgama con los gránulos todavía no plastificados, aumentando la
cantidad de material en fase de plastificación.
En la zona de compresión, el
espesor de la masa fundida se reduce porque viene comprimida hacia las paredes
del cilindro, acelerando el proceso de plastificación que viene además
favorecido por el aumento de fricción y por la mayor energía aportada a la masa
en fusión.
Pasando a la zona de
laminación (dosificación), el proceso viene ulteriormente acentuado, pero con el efecto que
las partes todavía no plastificadas, que se mueven con una velocidad inferior,
sean obligadas hacia el centro de la masa fundida, quedando en algunos casos, englobadas en el material de inyección hasta el punto de
comprometer la homogeneidad de la pieza inyectada.
Por esta razón, los husillos con
elevada L/D (hasta 27) son normalmente usados para obtener elevada capacidad de
plastificación. En estos casos, el granulado alcanza elevados grados de
plastificación, sobre todo gracias al largo período de permanencia en el
cilindro. Con estos tornillos se pueden después obtener óptimos resultados
también a elevadas velocidades de rotación, equipándolos con sistemas de mezcla
que además favorecen el proceso de homogeneización de los colorantes.
Es por lo tanto el perfil
posterior que limita la capacidad, sobre todo con materiales muy viscosos, hoy
siempre más usados, para los cuales el aumento de las superficies de fricción
provoca un aumento de temperatura difícilmente controlable, con los riesgos del
deterioro que bien pueden imaginar. Para
superar determinados límites se estaba entonces obligado a pasar a husillos de
diámetro superior que, a menudo, significaban también máquinas de tamaño
superior.
EL HUSILLO BARRERA
Este husillo se basa
en un proyecto inicial que la compañía Maiellefer
utilizaba en el campo de la
Extrusión.. Este principio, adaptado al proceso de moldeo por
inyección, se ha desarrollado adecuándolo a una vasta gama de materiales. Con
este diseño de husillo, el granulado, ya compactado, inicia su proceso de
plastificación a comenzar desde las paredes del cilindro . Apenas la primera
parte del material resulta plastificada, un segundo filete con un
paso de mayor avance, viene a intervenir como si fuera un segundo husillo
simultáneo. El paso superior hace que la primera parte de material plastificado
avance más rápidamente de la masa global en fase de plastificación hasta cuando
el mismo termina sobre el filete opuesto.
El diámetro externo del
segundo filete es ligeramente inferior del filete principal, así que permite al material ya plastificado pasar , separándolo de los gránulos aún no plastificados. De esta forma el material en
fase de plastificación resulta separado de aquel ya plastificado no apenas este
último se forma, evitando el peligro de un esfuerzo excesivo . El segundo filete viene
por lo tanto a separar los gránulos del material plastificado, es por
eso que este tipo de husillo se conoce como “Husillo Barrera”.

MÍNIMOS EFECTOS DE COMPRESIÓN
Con este diseño de husillo,
el efecto de compresión no se debe solamente a la reducción de la distancia (luz) entre
tornillo y cilindro, sino también, al efecto de la reducción de la cámara en la
que permanecen lo gránulos no plastificados, mientras que está en crecimiento
la cámara destinada a la masa
plastificada. Este método “gentil” de
plastificación permite temperaturas de transformación más bajas, también en el caso de materiales de alta viscosidad. Con un husillo de tipo convencional en
cambio, se desarrollan fuertes fricciones y un levantamiento incontrolable de
la temperatura.
El par necesario para la
rotación del Husillo Barrera, es inferior al del Husillo Tradicional , debido a que siendo inferior la cantidad de
gránulos en contacto con el filete, se desarrolla una fricción menor y es por lo
tanto necesario un par menor.
VENTAJAS DEL HUSILLO BARRERA
Con el Husillo Barrera de la Negri Bossi se obtienen elevadas capacidades de plastificación y de calidad de material, sin correr
el riesgo de un deterioro o stress, también a elevadas velocidades de rotación. Las capacidad de
plastificación de un Husillo Barrera, a
la misma velocidad de rotación, es solamente un poco superior a aquella de uno
tradicional a tres zonas, pero la posibilidad de aumentar mucho esta velocidad,
sin peligro de inyectar gránulos crudos, permite al Husillo Barrera tener una capacidad de plastificación
absoluta del 25% superior al sistema tradicional.
Este resultado está además
integrado por una mejor homogeneización y por una perfecta dispersión de los
colorantes o de aditivos en general, permitiendo un sustancial ahorro de los
mismos. La reducción de los efectos de esfuerzo cortante sobre el gránulo
permite un tratamiento más suave de los materiales más delicados y fácilmente
degradables y gracias a la reducción de las fricciones, permite trabajar a
temperaturas relativamente más bajas, permitiendo una reducción de los tiempos
de enfriamiento y en consecuencia, de los tiempos de ciclo.

CAMPOS DE APLICACIÓN DE LOS HUSILLOS BARRERA
La producción de artículos
de pared delgada es un importante campo de aplicación de estos tornillos,
ya que con los tiempos de enfriamiento reducidos es necesaria una notable cantidad
de material plastificado. En este sector los materiales más utilizados son PP,
PE y PS. Las aplicaciones más difundidas son para la producción de envases desechables para alimentos, embalajes desechables en general, también cajas
para joyería y todo el estuche destinado al CD.
En esta gama de productos,
toma ventaja también la dispersión del colorante (cuando es necesaria), que
resulta mucho más homogénea inclusive utilizando cantidades inferiores.
Siempre a causa de las
grandes capacidades de plastificación requeridas, el Husillo Barrera es
utilizado por los principales constructores de máquinas destinadas a la
producción de preformas PET, obteniendo, además una sustancial reducción del
nivel de acetaldehido.
El Husillo Barrera es
también utilizado con beneficio en todos aquellos campos donde se requieran
bajos perfiles de compresión como el MFI LDPE, utilizado para el cierre de
bebidas gaseosas, el PA 6 en aplicaciones a pared delgada y para todos los
materiales cargados con sustancias inflamables.
En estos últimos casos, el Husillo
Barrera combina la ventaja de una alta capacidad de producción, con un
tratamiento verdaderamente delicado del material que, en el caso de los
tecnopolímeros se traduce en menor stress
y mejoría de las características reológicas de los particulares
moldeados.
EJEMPLOS DE PRUEBAS EFECTUADAS

REGULACIÓN DE LOS PARÁMETROS DE LA INYECTORA
El principio de
funcionamiento del Husillo Barrera, requiere de sólo pocas modificaciones
respecto a un tornillo tradicional. Gracias
a la especial geometría, el material plastificado es mantenido estrechamente
separado de la parte "cruda" en gránulos. La consecuencia de esto es que la aplicación
de la contrapresión en el tornillo no mejora el proceso de plastificación, y por
lo tanto se puede trabajar a valores de contrapresión muy bajos.
Normalmente, para el
cilindro, se programa un perfil de temperaturas constantes. Nuestra experiencia
ha demostrado que la temperatura interna del “fundido” corresponde en gran
parte a la temperatura planeada, en cuanto están ausentes los efectos debidos
al sobrecalentamiento de la fricción.
Como regla, se pueden plantear temperaturas más bajas respecto a un husillo
tradicional , disminuyendo los stress derivados de los materiales manteniendo las mejorías en plastificación.
El proceso de plastificación
es ayudado por una temperatura más alta en la zona de alimentación que permite
el obtener un primer cojín de material plastificado ya en la primera zona del
cilindro. Las velocidades de rotación
del husiillo pueden ser aumentadas hasta los extremos, sin peligro de salida de
gránulos “crudos”. Normalmente, entonces, la velocidad se reduce en la
fase final para favorecer el respeto de la producción programada, y aunque se manejen posibles velocidades más elevadas, es aconsejable proporcionar la velocidad
en función del tiempo de enfriamiento necesario, de tal forma de obtener las mejores condiciones
posibles.
VENTAJAS
CUANTIFICABLES DEL HUSILLO
BARRERA :
- Mejora de la calidad del producto, debido al menor stress en la materia prima.
- Elimina problemas de desgasaje, debido a la baja relación de compresión.
- Ahorra en colorantes y aditivos, obteniendo además una mejor dispersión.
- Aumenta la capacidad de plastificación, por las mayores velocidades de rotación.
- Reduce tiempos de dosificación, debido a una mayor plastificación y a valores más bajos de contrapresión.
- Reduce los tiempos de enfriamiento, debido a una menor temperatura de plastificación, con el consecuente ahorro energético de proceso.
- Reduce los tiempos de ciclo, en la suma de los aspectos previos.

















